
松夏减震器,安全又耐用
松夏减震器,安全又耐用
咨询电话:
17317317121(微信同号)
17317317121(微信同号)
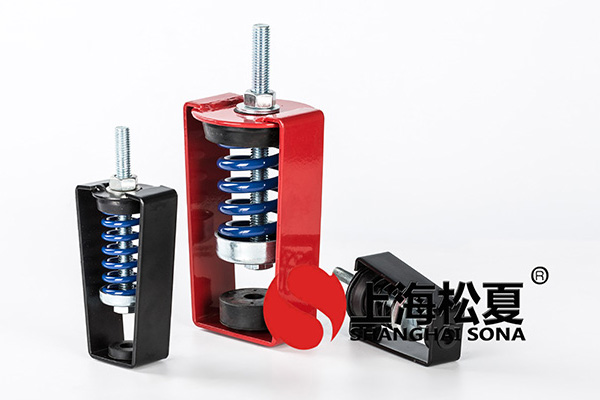
吊式弹簧减震器的技术状况
修改完善工艺规程
①增加金属套管无损检测工序,保证金属扣压件无裂纹的材质缺陷。
②将胶管总成原来的按比例做强度试验改为100%逐根试验,杜绝断裂产品流入客户。
③作为对漏扣现象的防错漏措施,为每根胶管总成编制唯一编码,经激光刻字机刻制进行标识,要求编码必须刻制在扣压后凹陷的宽槽内,并将此工序设置在扣压后和强度实验前,在刻制工序即可发现是否漏扣。
④按照现有生产条件合理调整各工序排序,避免各工序之间往复拖拉、搬运伤及胶管接头工作面。
⑤改变接头防护方法,将原来的棉布包扎接头改为塑料堵盖封堵接头两端面,有效防止接头工作面磕碰损伤。

手机:17317317121
(微信同号)
地址:上海市宝山区园康路255号1号楼A区三层




